Области применения и способы газовой сварки

Рис. 1 Виды сварочного пламени
а) окислительное, б) нормальное, в) науглероживающее
При ремонтной сварке кронштейна используют нормальное пламя, а для его получения, отношение кислорода к горючему газу должно быть 1,1-1,2 (для ацетилена).
При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой - присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2-6 мм от конца ядра. Сварочное пламя имеет 3 ярко различаемые зоны: ядро, восстановительная зона, факел.
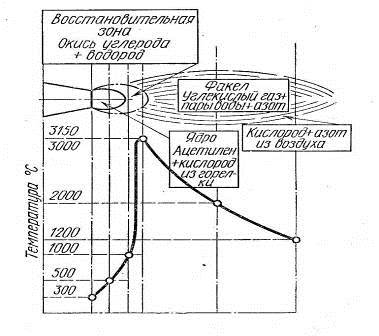
Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона мундштука к поверхности свариваемого металла (рис. 2а). Величина угла выбирается в зависимости от толщины и рода свариваемого металла. Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука горелки к поверхности свариваемого металла. В начале сварки, для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующего данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить картер и предупредить пережог металла.

Рис 2. Угол наклона и способы перемещения мундштука горелки;
а - график угла наклона мундштука горелки, б - способы перемещения мундштука горелки.
Зависимость угла наклона мундштука от толщины металла
|
Толщина металла, мм |
До 1 |
1-3 |
3-5 |
5-7 |
7-10 |
10-15 |
>15 |
|
Угол наклона мундштука, град. |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
Рукоятка горелки может быть расположена вдоль оси шва или перпендикулярно к нему. То или иное положение выбирается в зависимости от условий (удобства) работы газосварщика, чтобы рука сварщика не нагревалась теплом, излучаемым нагретым металлом.
В процессе сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное - перпендикулярно к оси шва и продольное - вдоль оси шва. Основным является продольное движение. Поперечное движение служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
На рис. 2б показаны способы перемещения мундштука горелки по шву.
Способ 1, при котором пламя периодически отводится в сторону, применять при газовой сварке не рекомендуется, так как при этом возможно окисление расплавленного металла кислородом воздуха. Способ 2 - по спирали и способ 3 - полумесяцем рекомендуются при сварке металла средней толщины, способ 4 - при сварке тонких листов.
Присадочной проволокой можно совершать такие же колебательные движения, но в направлении, обратном движениям конца мундштука горелки.
Конец присадочной проволоки не рекомендуется извлекать из сварочной ванны, особенно из восстановительной зоны пламени. Движения, совершаемые концом мундштука горелки и концом присадочной проволоки в процессе сварки, зависят от положения шва в пространстве, толщины свариваемого металла, рода металла и требуемых размеров сварного шва.
Для сварки швов в нижнем положении наиболее распространено движение полумесяцем.

Рис. 3. Способы сварки: а - левый способ, б - правый способ
В практике различают два способа сварки: правый и левый.
Информация по теме:
Определение потребной мощности. Выбор двигателя
Статическая мощность двигателя Pст, кВт: (12) где u - скорость подъема груза, = 0,1 м/с; h - к.п.д. механизма подъема, h = 0,9 [1]; hп - к.п.д. полиспаста, hп=0,98. . Потребная мощность двигателя Pдв, кВт: Pдв=(0,7…0,8) Pст , (13) Pдв=0,8×30,1≈24 кВт. По потребной мощности Рдв с учетом ...
Аварийный четырехугольник
СУДНО – 5% ГРУЗ – 5% АВАРИЙНЫЙ ЧЕТЫРЕХУГОЛЬНИК МОРСКАЯ СРЕДА – 5% ЧЕЛОВЕЧЕСКИЙ ФАКТОР – 85% Рис. 1 – Аварийный четырехугольник Аварийный четырехугольник представляет собой совокупность из четырех основных источников опасности, являющихся вероятными причинами аварий. Как показывает статистика, груз, ...
Анализ типовых авиационных конструкций в части применяемых профилей
Авиационные конструкции должны удовлетворять одновременно многим параметрам, зачастую достаточно противоречивым. Поэтому они занимают отдельную группу в машиностроении, отличаются особой сложностью и повышенными требованиями к качеству исполнения. Как следствие, авиационные конструкции включают в с ...
Навигация
- Главная
- Транспортная логистика
- Основные понятия грузоведения
- Строительство автомобильных дорог
- Обслуживание локомотивов
- Автомобильный транспорт
- Моторные масла
- Материалы